





Channel letters can be seen in millions of highly visible places around the country, on everything from plazas to hotels, restaurants, malls, and corporate signage. They can be illuminated brightly during evenings, and don colorful sign faces for day viewing. And though some of the actual channel letter bending work can be done by hand, much of it today is performed by machine.
“Ninety-five percent of the letters can be formed and bent much more accurately and faster using an automated channel letter machine,” says Carl Ondracek, president, Computerized Cutters, Plano, Texas, manufacturer of the Accu-Bend channel letter bending machine.
Like many facets of the sign industry, channel letter production improved throughout the years. Sign makers now have a way to finish the job accurately and with the highest level of quality, especially when fabricating multiple letters for several projects.
Precision Machinery
With the advanced equipment that is available for all channel letter bending needs, users need to understand what to use and how to use it. Machine manufacturers can provide a breadth of knowledge in this area, and are happy to assist sign makers with equipment decisions. In some instances, becoming a trusted partner of sign shops.
“In my opinion, it is never appropriate to not use automated equipment,” states Trea Sciortino, owner, Letter Fab LLC, a wholesale channel letter provider in Crested Butte, Colorado. “The equipment available is CNC router tables, CNC letter bending machines, Automated trim-cap machines and clinch machines, to name the most important. There are many custom-made tools in our shop as well as a skilled group of tradesmen to make a superior product.”
Before automated letter bending product lines existed, sign makers were content with performing each job by hand. But when the need for mass production and replication increased, today’s equipment filled a gaping need.
“Now, we use a machine to do all that work,” says Kevin Kane, owner, CLN of South Florida, a manufacturer of a variety of automated channel letter equipment. “A channel letter machine and router table and a Quick Trim machine; this has let sign makers make more money than ever, producing letters faster than ever. Even the smallest shop can take advantage of this equipment, getting off the metal bench and back to a new customer. What’s your time worth?”
Channel letter bending machines bring necessary advantages to the sign maker including greater speed, accuracy and overall productivity.
“Most letters that take an average of 45 minutes to layout, notch, flange and bent to shape can be done on the Accu-Bend machine in about three to four minutes,” says Ondracek, pointing to the speed of this equipment.
Quickness in channel letter bending is something that is vital to sign makers. In the event that they are fabricating letters on tight deadlines, they need to know that they will get the job done correctly and efficiently.
“The fastest equipment I’ve seen is our CLN Auto Bender,” says Kane. “It has roll forming technology; this allows the radiuses to be formed with rollers that produces a smooth and fast radius.”
With the benefit of the machine forming the arc radius and following specific measurements, a significant amount of time is saved in the sign shop. Additionally, compatible software programs greatly simplify the processes.
“Just import a .DXF file, select the letter, and press go,” Kane sums up.
Sciortino runs through the process of how software feeds channel letter bending machines the job details, explaining the “abracadabra” part of the method.
“We have to have a vector-format file to produce what is called a .DXF file, which the CNC equipment can then read lines and arcs. After that, it’s just ‘magic;’ there are many sensors, motherboards, and highly engineered components to drive these machines.”
Ondracek agrees, “Most files are .DXF files sent from the same sign software that is creating and sending the files to the router table for cutting the aluminum backs and plastic faces.”
Again, this helps sign makers save time and allows them to handle more profitable high-volume projects-which should ultimately be the goal.
“Low volume channel letter manufacturing is not acceptable for wholesale manufacturing,” explains Sciortino. “The only way to provide a living for the staff-and pay the government-is through high volume. A speedy turnaround would be three days. Some larger channel letter jobs can take up to three weeks.”
In order to get the most out of the machine, and complete a project in a timely manner, it is important to understand all of the parts of the channel letter.
Letter Characteristics
“A plastic face channel letter has three components,” explains Kane. “The back, which is usually aluminum, but sometimes it could be made out of Dibond material; the return, which is aluminum and is cut off a coil roll; and the face, which is a translucent material, usually a plastic like acrylic, and lets the light shine through.”
So, let’s take a look at each one of these elements individually to break down what sign makers should consider while handling a channel letter project.
The Return
Depth is a big consideration with channel letters. It makes up the sides of the letter and determines its depth.
“Standard channel letters are typically five inches deep because of the history of neon illumination in the letter,” explains Sciortino, but with the popularization of LEDs, these measurements can be much lower. “Even though we still make many five-inch deep channel letters with LEDs, we also have manufactured many four-inch and even three-and-a-half-inch deep letters which, in turn, puts the face closer to LED module making for a better-illuminated letter.”
Kane confirms that the depth of the return is dictated by the illumination source, and that “Neon for example, throws off more illumination so the return needs to be deeper so that the light source is further away from the plastic letter face. This ensures that the plastic has an even distribution of light, and no hot spots.”
And when moving to an LED lighting configuration, the depth of the return can be much less. “The LEDs are attached at the rear, on the letter back, and the light is further away from the plastic face,” says Kane. “With neon we have to mount the glass on tube supports, which pushes the illumination closer to the face requiring a deeper return.”
Quality is another consideration with the return. As Sciortino mentions, “Not all channel letters are made the same,” which can impact the actual bending process.
“Only companies with accurate CNC equipment can play in the same league for consistent quality and speed of getting sign projects to the consumers in a timely manner,” Sciortino says.
In general, the return depth “ranges from two inches to six inches for 95 percent of the channel letters,” Ondracek says. “Material thickness ranges from 0.032 to 0.063 inches. Most machines cannot handle the 0.063-inch, especially for notching and flanging; this would be important in selecting a machine.”
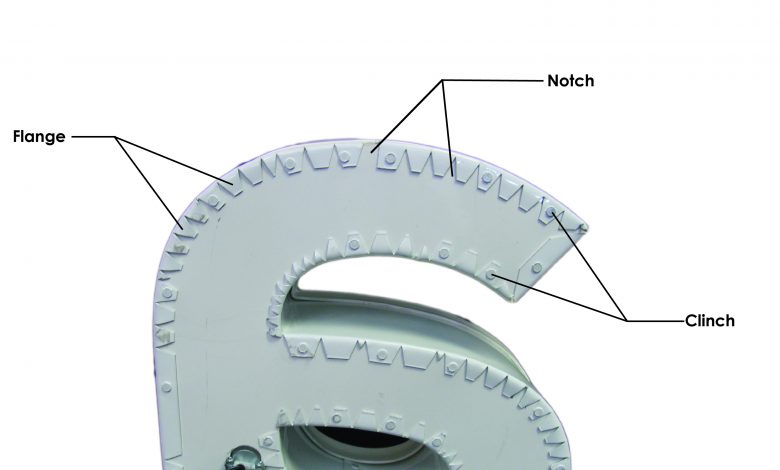
Flanging/Notching
Speaking of notching and flanging, this is a practice that is necessary in channel letter production. In order to secure the letter back to the return, the bottom of the return must be notched and flanged to match the curve of the letter shape.
“In the past, this was done with tapes, strings and metal shears until the ‘hand notcher’ tool was invented for the channel letter craftsman making this product completely by hand,” explains Sciortino. “Nowadays, to be competitive, we must use automated equipment.”
Sign makers can rely heavily on this equipment to perform the necessary functions that ultimately lead to shaping a channel letter.
“Channel letter machines drive aluminum coil through the mechanisms in the machine,” Sciortino continues, “which measure, notch, flange and bend the shape of the letter. Some machines are better than others for this process.”
Overall, the machine works to “put notches in the material where needed, and the machines will bend the bottom 0.5 inch at a 90 degree angle to form a flange for attaching to the back of the letter return,” says Ondracek.
The Letter Back
When the flange and return have been completed, it’s time to assemble the rest of the letter.
“The letter backs are attached by using either clinching, rivets, staples, or welding,” states Ondracek.
“Good quality channel letters are typically made with .063-inch aluminum backs,” says Sciortino. “They are also mechanically fastened to the flange of the return with aluminum rivets and a high-pressure clinch machine.” He emphasizes that attaching the backs mechanically is the preferred method.
“Some letters are stapled together, but this would be in the lower-quality category,” Sciortino adds. “Quality letters are then caulked inside the letter for weatherproofing, with siliconized caulk, which has much better adhesion components than just ‘painters caulk.’ The LEDs are then installed inside the letter with the provided double-stick tape.”
It’s important to secure the LEDs professionally so that there is no chance of unintended movement.
“Proper LED installation does not stop there though,” Sciortino continues. “Companies performing good work will insure their LED install with 100 percent silicone to provide extra hold to the module. This is essential to make sure the modules don’t fall off the lettetr back due to extreme temperature changes, which causes a poorly lighted product if the LED releases itself from the back of the letter.”
The Letter Face
Like the letter back, the face is necessary to close the opposite side of the letter. This is the element that allows the light to diffuse into an even illumination.
“When making a plastic face channel letter this process has come a long way,” recounts Kane. “When I first started, we cut the backs by hand. Then we would layout the return with a tape measure and transfer the numbers to a 10-foot return that had a half-inch, 90 degree bend on one side. Then took a hand notcher and started to notch the return.”
Moving on to the face, Kane recalls, “The plastic face was cut from the letter that was flipped upside down. Using double-stick foam tape and a hand router with an offset bit, we cut the plastic.”
Ondracek states that today “98 percent of sign faces are acrylic,” which allows for durability and lighter weight.
“Good quality channel letters are typically built with 3/16-inch impact-modified plastic or polycarbonate,” suggests Sciortino. “Acrylic is fine as well as long as its 3/16-inch thick. You will find lower quality letters using 1/8-inch acrylic faces along with their .040-inch aluminum backs giving the letter a much flimsier character.”
When the face is in place and the letter has the look of being close to completed, “The last stop for this letter is the trim-cap,” states Kane. “This product allows you to fasten the plastic letter face to the return. It also allows you to have a creative design with your letters. For example, a red plastic face with gold trim cap and black returns will stand out a lot. While a red plastic face with red trim cap and black returns makes the face blend into the next letter. Forget about using a red return with a red plastic face and red trim cap, you’ll have a big red blur when driving by this sign.”
Finishing Touch
When it comes down to employing a channel letter bender versus manual bending for this type of work, it really isn’t a “good versus evil” discussion. It’s more about choosing what is most practical and offers premium advantages.
Ondracek points to “The cost savings, the quality of an American-made machine, and the service,” as key benefits of using a channel bending machine. It’s hard to argue that these elements aren’t enormously important to sign makers. Timeliness is also an essential advantage.
“Retail sign companies appreciate that we can provide them with a superior product because of our skill level and state-of-the art equipment within a week or two, in turn keeping shops busy with selling and installing,” says Sciortino. “We are their manufacturing facility.”
Which properly illustrates how much equipment manufacturers and sign makers work together for the common goal of providing the best products. Kane shares in this belief and suggests to his customers, “Remember that when buying equipment, one day you will need tech support. Pick a company that has a great reputation for customer service.”



