




Thank you, readers, for the positive input from the first installment of “Plastic Fantastic!” about plastic engraving sheet. The first article published in the February issue of A&E (page 20) covers the many varieties, colors, textures, and applications that this popular laser substrate has in our industry.
This article focuses on best practices for engraving and cutting plastic sheet and how to produce professional results for your customers.
ENGRAVING PLASTIC SHEET CONSTRUCTION
Reviewing the basics of plastic sheet materials starts with understanding their construction. Comprised of two parts, a base and a cap material, plastic engraving sheet stock is engineered for optimum engraving and cutting results.
An important fact about these plastic sheets is that they are thin. The cap material is super thin, measuring just a few thousandths of an inch thick. It is a combination of the thin gauge and plastic formulation that gives this substrate the flexibility and durability that make it ideal for so many applications including plaque plates, awards, name badges, and signage to name just a few. These thin plastic substrates also have a downside: They are susceptible to the heat of the laser, which can generate undesirable distortion and warping.
THE HEAT AFFECTED ZONE
If you have worked with a laser system for any length of time, you are familiar with the focused heat energy it produces. It is this focused heat energy that produces the ability to vaporize the cap layer of the plastic sheet to reveal the base color. Cutting is also accomplished using the focused heat energy to completely vaporize all the way through the plastic sheet.
The illustration on in the photo gallery below shows the cone-shaped laser that creates the small focus point. This is a similar effect to using a magnifying glass in the sun to burn onto wood. Most of us experimented with a magnifying glass and know that the smaller the focused spot is, the more intense the spot becomes, and soon smoke and fire appear.
Modern lasers have accurate beam and focus control but also create heat energy near the focus spot called the Heat Affected Zone (HAZ). The key to creating professional results with thin plastic sheet materials is controlling the Heat Affected Zone. Controlling the HAZ is done using laser settings for resolution (DPI), pulse rate (PPI, rate, frequency), laser power, and speed. Working in concert and tuning of these settings reduces or eliminates melting, warping, and distortion from too much heat from the focused laser energy.
Laser settings in general are always a compromise of productivity (speed) and quality. Take a scientific approach to tuning laser settings and only adjust one setting at a time and then evaluate the result. Adjusting multiple settings at one time can counteract each other and lengthen the settings tuning process. Keep a log of settings with notes on the results so you can easily see trends in the results and fine-tune settings.
BEST PRACTICES: ENGRAVING
There are a few basic tips to consider when laser processing plastic sheet materials – these best practices should be part of the process for every engraving job.
Start with clean laser optics. Smoke residue on a lens or mirror reduces the beam intensity as much as 5 percent or more. A 5 percent reduction in laser intensity can be a make-or-break amount that affects the engraving quality. Make optic cleaning a habit for improved engraving performance.
How low can you go? Keep power settings as low as possible to avoid melting, warping, and distortion of the plastic sheet. Using too much power is the most common fault most laser operators have with engraving plastic sheet materials. The cap layer of the plastic is thin and often just 3-4 thousandths of an inch thick, so not much power is required to ablate this layer. Adjust power and speed settings so engraving just barely reveals the base layer, then add 5-8 percent more power. One indicator of using too much power is a lip that is formed around the outside of the engraved area. Laser engraved plastic sheet should have clean, crisp edges and should cleanly remove the cap to reveal the base color.
Lower the DPI setting. Soft and thin materials like engraving plastic sheet produce better results at 300-400 DPI resolutions. Higher resolutions (500 and up) increase the melting and distortion with too much heat being generated by the volume of engraving passes. The bonus to lower engraving resolutions is that the job run time is shorter.
Check your laser system’s exhaust. Often when visiting engraving shops, I see poorly designed and ineffective exhaust systems connected to the laser system. If you see a cloud of smoke inside the laser when engraving, this indicates a poor airflow extraction. The result of poor airflow of an extraction system is a fogging of the engraving plastic sheet with residue from the smoke. Removing the hazing and fogging from the smoke residue is time consuming and can lead to a poor-looking final product.
BEST PRACTICES: CUTTING
Laser cutting plastic sheets should be an easy task as the absorption factor for laser energy is high. A high absorption factor helps make the plastic sheet more laser friendly, but there are still several best practices that should be adhered to for professional results.
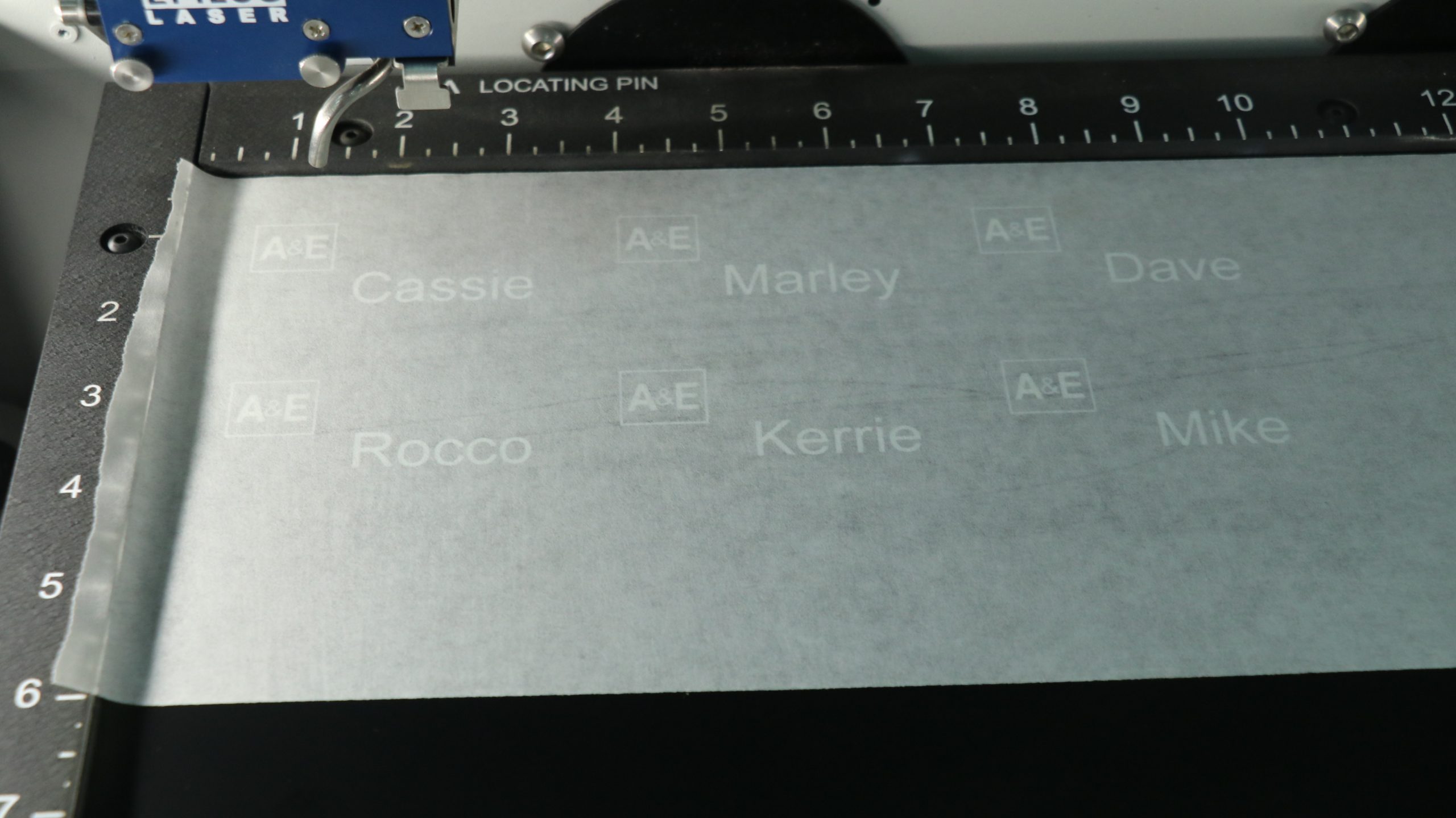
Don’t be afraid to apply a mask. Prior to laser cutting, apply a masking material to the top surface of the engraving plastic sheet. The masking material protects the top surface from smoke residue created during the laser cutting process. Often a sticky residue is created along the laser cut, and the mask protects the area and achieves a cleaner laser cut. A medium tack paper mask, often called transfer tape, is a great way to go and is easy to peel off after laser cutting of the plastic sheet.
Double check the focus. Often it is the simplest part of the process that makes such a huge difference in results. When the focus is off by a fraction of an inch, the laser cutting results can be dramatically different. An out-of-focus laser can create burning and melting of the plastic and requires re-running the job due to the reduction in quality.
Power down for best results. Much like laser engraving, too much power could have a dramatic effect on the quality of the laser cutting result. Laser cutting with too much power creates a raised ridge along the cut, signaling the need to lower the power setting. As a guide for laser power settings, adjust the power until the laser just barely cuts through the plastic sheet then add 5-8 percent more to the power setting.
Lower pulse rate for cleaner edges. When in the vector mode, your laser is pulsing on and off. The setting that adjusts the frequency of the laser pulsing is called rate, frequency, PPI (pulses per inch) depending on the brand of laser you have. When the laser pulsing setting is set too high, it can create excess melting and distortion of the plastic sheet due to the high concentration of laser energy. Lowering the pulse setting reduces the HAZ effect and creates cleaner edges with less melting.
BEST PRACTICES: COMBINED JOBS
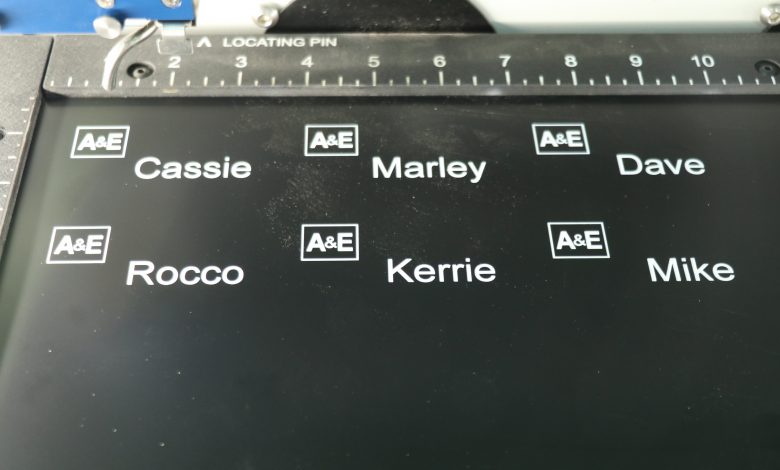
Combining an engraving job with a cutting job, as in the case when making name badges, is a combination of the best practices tips and creating process for production. Modern laser systems allow for both the engraving and cutting graphic to be printed over to the laser system in one job. Plastic sheet processing requires a slightly different process, which has an intermediate step.
Start the project by printing two jobs to the laser, one for engraving and the second for cutting. After running the engraving job, apply the paper mask (transfer tape) to the surface of the plastic sheet. After smoothing out any air bubbles in the mask, run the second job for cutting. The result will be laser cut pieces of plastic sheet that have a mask on them. What you will find is the intermediate step of masking the plastic sheet after engraving saves on post-process cleaning and creates improved edge cut quality, a real win-win to get higher production output and happy customers.
MORE FANTASTIC THAN EVER
Developed and refined for over 20 years, plastic engraving sheet materials are now better than ever. With such a wide variety of gauges, colors, textures, and durability characteristics, there are tremendous amounts of markets and opportunities for selling engraved and cut products. Take the time to get samples and new products from your favorite supplier and dial in those settings and processes to produce professional results. Plastic sheet products take you into new markets like signage, industrial, and decorative applications, which will increase your sales. Fantastic!